
Editor’s Note: Dewey Vicknair is a Pennsylvania-based gunsmith, full-service restoration specialist and custom gunmaker. His work has been featured in our Gun Craft column (Nov/Dec ’10), and he described a similar Fox Sterlingworth makeover in Issue No. 1 of our online magazine, Sporting Shot.
[C]ustom gun” evokes different ideas for many people. For some it’s a bespoke shotgun stocked with a beautiful piece of walnut and the customer’s choice of intricate engraving. For many more it’s a bolt-action hunting rifle shaped by hand to attain its highest performance and aesthetic potential. For a few a custom gun is unique in every respect—a handcrafted piece that will draw other shooters’ attention and make them ask, “What is that?” The gun detailed here is in the latter category. I’ve been fortunate to have appreciative clients, including a few who either collect my work or simply would like to have one gun that they can say is one of a kind. Without them, these guns would not exist, and I can’t thank them enough.



This gun started as a Utica-built Fox Sterlingworth, though many months of work later its lineage may be hard to discern. The Fox gun, especially the Sterlingworth model, is my preferred canvas for a custom double gun primarily because it is alone among American doubles in its proportions. By the nature of its internal design, it is blessed with an action bar that, even in original form, harmonizes well with the top half of the frame and the overall lines of the gun—at least to my eye. Since making a custom gun is really an exercise in aesthetic harmony rendered in walnut and steel, it makes sense to start with the raw material that allows the greatest opportunity to realize one’s vision.



The owner of this gun is a longtime client familiar with the other custom Fox guns I’ve made who wanted a custom shotgun as a retirement gift to himself. Other than specifying the choke constrictions and a straight-hand stock with his dimensions, his instructions were: “Make whatever you want.” That may sound like a liberating commission, but here’s the hitch: I have a self-imposed “rule” that I will not duplicate work that I’ve done in the past. A previous patron probably would not like to see that his custom gun has a twin, thus rendering his no longer unique; also, with each commission, I like to push myself further with a different design and the craftsmanship to carry it out.
Sometimes this non-traditional approach looks better in the sketchbook than in reality; sometimes the opposite is true. While I don’t duplicate an entire gun, there are a few “signature” features of my custom projects—like the crease filed into the length of the top of the toplever, the circular coves at the root of the top tang, and the flared base of the trigger guard—that are incorporated in this gun. Also, the fences have been chiseled to follow the barrel contour all the way to the rib, with flats that follow the rib sides around the fences.
The inspiration for the designs that I incorporate into these guns comes from many sources. For example, the toplever thumb pad’s forward sweep and the coves in its sides are reminiscent of the coves of a first-generation Corvette. I spent much time trying to come up with something to really set this gun apart from my prior work. That something had to be the toplever, because the standard Utica toplever form simply was not acceptable, and the Philadelphia-style “fishtail” form is a bit cliché. After many sketches, I finally came up with what you see here. I cut the original toplever, welded a new piece to the remaining part and started shaping it with files and scrapers. After that the rest of the gun came together at a rapid pace. The cheeks were refined (a more time-consuming process than you might think), the “fancy back” scroll was filed and rebates were cut for the head of the stock to key into, adding strength to the wood-to-metal interface. I also chiseled and filed away material so that the “edge” of the barrel flats extends around the bottom of each fence and tapers away at the top of the side panel.
Receiver/Action Details




I wanted the bottom surface of the frame to be smooth and uninterrupted, and this is where the real work started. Fox frames have a relief cut below the knuckle, allowing the forend iron somewhere to go when the gun opens. This was at odds with the smooth, continuous look I wanted, so I designed and made an articulated cover plate that is pivoted in the forend iron. With the cover mechanism worked out and fitted, I reshaped the forend iron where it meets the wood. This more graceful shape was achieved with chisel and scrapers. Hiding the triggerplate screw was done with a closely fitted cover plate that extends from just behind the trigger-guard threads to just ahead of the triggerplate-screw opening, its forward end dovetailed into the triggerplate and secured by the trigger guard’s retaining screw.
Once filed and polished, the entire underside of the frame was completely smooth. The original top and bottom tangs had convex transitions at the step; these were made concave and moved forward, giving the illusion that the tangs are longer. I also cleaned up all internal surfaces of the action by filing and polishing. The inside of these guns are very rough, but good craftsmanship demands that the inside receive no less attention than the outside. All of the internal parts were then finished to the same level. This is done not only because proper craftsmanship demands it, but also to increase the lifespan of the internal parts, since cracks tend to begin at tool marks.
Trigger details



Fabricating an articulated front trigger was next. This item has merit for a couple of reasons: First, it will move forward if it makes contact with the shooter’s finger under recoil; second, it moves to make room for a gloved finger; and third, it gave me something to make. Not only was the entire articulated-trigger assembly bench-made, but also the hollow cutter that cut the pocket with a post in the center for the trigger’s hinge had to be made. The slot in the triggerplate had to be widened slightly to accommodate the articulated assembly, which was done easily on the mill.
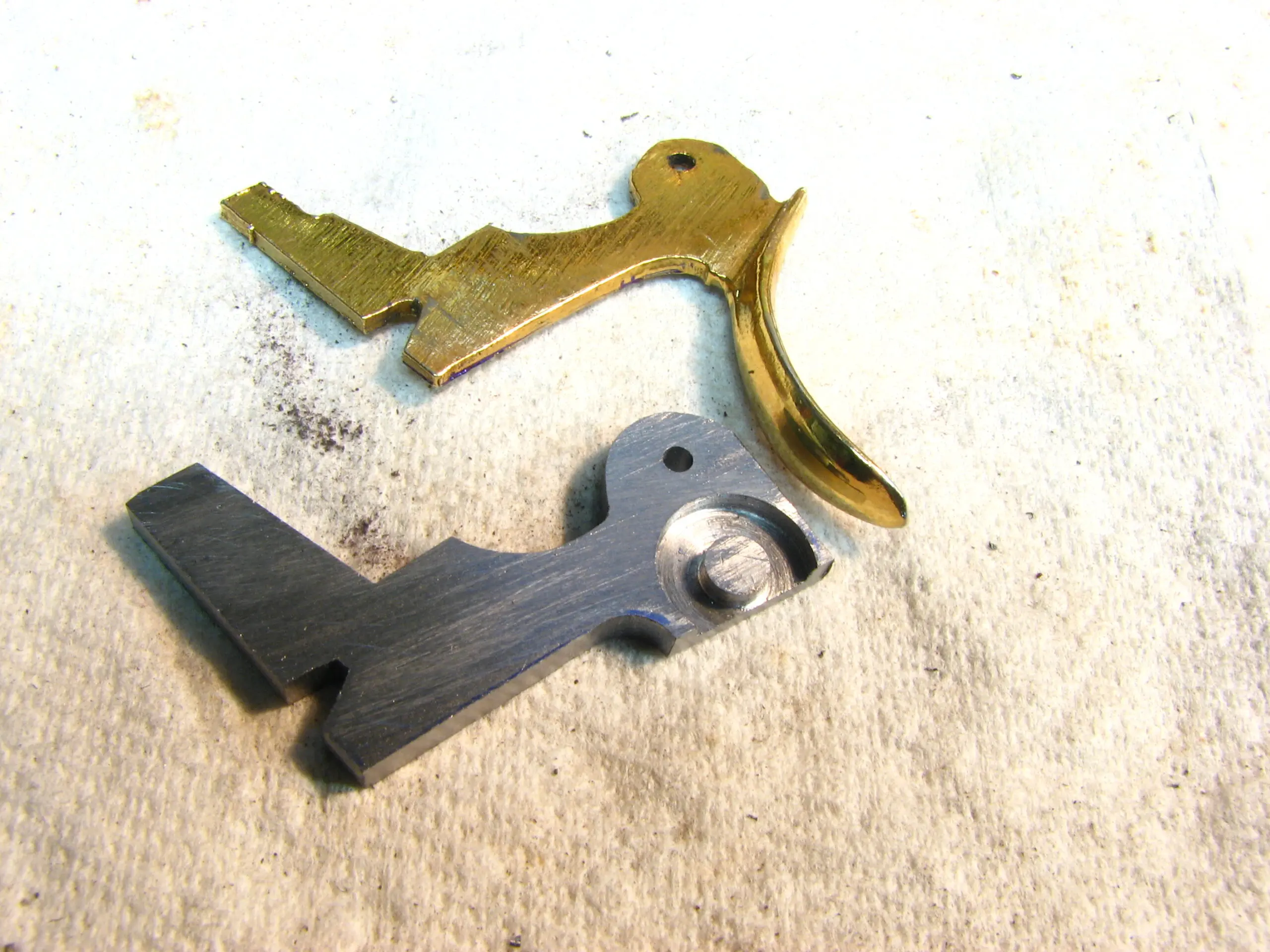
This brings me to the trigger guard. This one item can make or break a long gun’s aesthetics. A double’s trigger guard should be shaped so as to enhance the lines of the gun. Its shape should be like an egg’s, with the larger end facing forward. On this gun I wanted a trigger guard that would complement the overall suggestion that the lines of the gun were all thrusting forward. The bow of the guard would curve rearward on the inside as usual, but the outside would curve forward. This meant that using the threaded-stud attachment would be impossible due to interference with the triggers during assembly. (See photos.)
Triggerguard details





The solution is a screw with a 60-degree tapered head in the hole normally occupied by the standard guard stud, with the guard bow having a dovetailed, keyholed slot machined to precisely accept the head of the tapered screw. The guard is placed over the screw, pushed forward and rotated 90 degrees into its normal position. The guard was made in three parts: the base, the bow and the tang. These were then TIG welded, and the guard was filed up in the usual manner.
The next action-related bit was the safety slide, machined from the solid and then filed up into a shape similar to the slides of my other custom projects. The final action-related project was to alter the appearance of the rib extension and its mortise in the frame. This is a simple rectangle (when viewed from above) that fits into a mating rectangular slot in the standing breech. Since I was “elevating” the gun from its machine-made roots, something a bit more elegant was required to complement the curves of the frame rather than simply stabbing into them. Inspiration came from the stub rib on a Boss over/under. I machined an oval pocket into the frame and rib, and then filed up a filler piece with a small raised bead around its periphery and soldered it to the rib extension.
Underside / Hinge Cover





The forend iron on an extractor Sterlingworth uses two wood screws to secure the iron to the wood. The screw hole at the knuckle on this gun is now occupied with the screw securing the joint-cover mechanism. The forend wood is now retained by the screw passing through the forend iron from the top, which passes through the wood and into a steel escutcheon I designed and let into the forend wood. This arrangement—much the same as on an ejector Sterlingworth—sandwiches the wood between two steel parts. Combined with the mating contours of the wood-to-metal interface and an added internal lug, this design is more than adequate to secure the wood.
The forend tip was designed to complement the trigger-guard tang with the same finial treatment. The idea for the finials of the forend tip, the tang and the heel and toe plates (when I make them) came from my fondness for Mission-style furniture and the work of California-based architects Greene and Greene: simple and sleek.
The “wood” that the gun wears in these photos are pattern pieces that will be used to cut the actual blank. While I’m capable of stocking a gun from a blank, this seems like a waste of time just for the sake of being able to say that I did it. I still will do the final inletting, shaping, finishing and checkering, but I see no point in spending time removing bulk material. That said, there are more than a few duplicator jockeys who I would not trust with this work. The only craftsman I work with is D’Arcy Echols of Millville, Utah, the master of the Hoenig duplicator. His work on my last project—a 12-bore double rifle built from a Fox—was exactly what I asked for, with quick turnaround at a fair cost, especially considering the level of skill involved. He is a treasure to the trade.
If you take a look at the cheeks of the stock, you’ll notice that they’re not like those of the typical boxlock. The stock cheeks seen here were not my first idea. I originally had envisioned the cheeks as traditionally flat but with metal “accent pieces” that served to continue the “thrusting forward” motif of the rest of the gun. (Think of the chrome trim on a hot rod ’49 Mercury.) I actually had gone as far as making these pieces and installing them. Well, that was definitely a bridge too far. Remember: Sometimes things looks better in the sketches than in reality.
Flummoxed, I stared at the cheeks of the stock for a while as the gun sat in the rack and realized that the traditional flat panels simply wouldn’t do. It would have looked like I simply had given up at the stocking stage. Then the “lightbulb” moment: Since the stock’s cheeks are usually a continuation of the frame’s cheeks, I would make them the inside-out, negative image of the frame cheeks. This would give the “thrusting forward” lines of the “chrome trim” idea, only in a much more subtle fashion. The sharply creased diamond-section hand and comb flutes that parallel the hand add to the look of forward motion. The effect will be more striking once rendered in English walnut.
The metal finishes will be rust-blued barrels with the balance being hardened and French grayed. The gray will show the shaping and engraving to much better effect than color case hardening. Speaking of engraving, no custom shotgun would be complete without at least a touch, so to that end the engraving will be done by another of the trade’s finest: Geoffroy Gournet of Easton, Pennsylvania. His work will consist of mainly border work, with scroll bouquets in the corners and a vignette on the bottom of the frame that is being designed with the owner’s input.
At press time the metalwork is with Gournet, and I expect to have the gun ready by the end of the summer. The owner’s much-appreciated patience will be rewarded with a unique shotgun made specifically for him, and my efforts will be rewarded with a happy client.
To see more of Dewey Vicknair’s work, visit vicknairgunsmithing.blogspot.com or www.vicknairrestorations.com.
Read our Newsletter
Stay connected to the best of wingshooting & fine guns with additional free content, special offers and promotions.


